스티킹은 사출 성형 공정에서 일반적인 문제입니다. 열가소성 엘라스토머 TPE/TPR/ TPU /TPV. 점착 문제는 TPE/TPR/TPU가 60A 미만이고 TPV가 40A 미만과 같이 경도가 상대적으로 낮을 때 매우 일반적입니다. 곰팡이 고착 문제가 발생하는 두 가지 주요 부분이 있습니다.
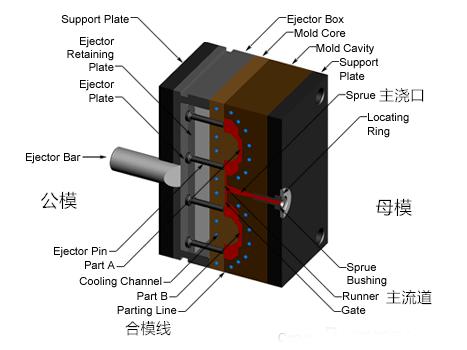
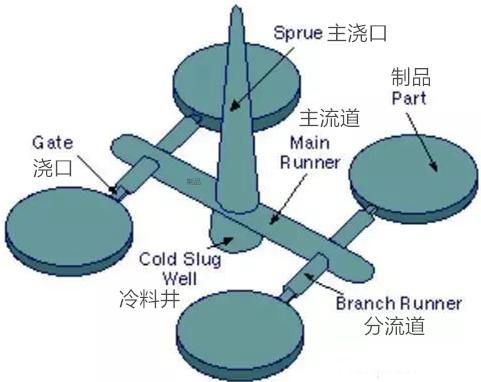
1. 열가소성 엘라스토머 TPE/TPR/TPU/TPV가 메인 러너에 달라붙음
사출 노즐과 가장 가까운 위치에 있는 메인 러너의 압력이 가장 크기 때문에 이 영역에서 재료 수축이 가장 적고 재료와 스프루 내벽 사이의 마찰이 더 커집니다.
솔루션은 다음과 같습니다.
1.1. 열가소성 엘라스토머 재료의 특성으로 금형 표면이 매끄러울수록 흡착력이 커지므로 스프루 부싱에 방전 라인을 추가하면 러너의 흡착력이 감소할 수 있습니다. 방전 라인은 방전 프로세스에 의해 추가될 수 있습니다.
1.2. 러너 핀은 러너 핀의 언더컷 형상을 채택하여 러너를 당기는 힘을 증가시킵니다. 부드러운 고무재질이라 러너가 빠지지 않으니 걱정마세요. 물론 언더컷의 각도는 작게 변경할 수 있습니다. 러너 핀이 Z형으로 되어 있어 러너가 마스터 몰드에 달라붙는 경우 당기는 힘이 충분하지 않을 수 있습니다.
2. 열가소성 엘라스토머 TPE/TPR/TPU/TPV 사출 제품은 금형에 달라붙습니다.
사출물이 고착될 확률은 러너 고착보다 상대적으로 낮습니다. 사출 제품의 고착은 일반적으로 수형의 드래프트 각도가 너무 클 때 발생합니다. 이러한 상황에서 사출 제품이 달라붙는 것을 방지하기 위해 수 금형에 라인을 추가할 수 있습니다.
솔루션은 다음과 같습니다.
2.1. 수형은 흡착력을 높이기 위해 가능한 한 경면으로 연마됩니다.
2.2. 수형의 드래프트 각도는 적절하게 작게 할 수 있습니다.
2.3. 골무 머리에 크로스 리브를 추가할 수 있습니다.
2.4. 성형 공정을 고려할 때 암 금형은 높은 금형 온도로 설정하고 수 금형은 낮은 금형 온도로 설정할 수 있습니다.
2.5. 열가소성 엘라스토머 재료의 공식을 조정하고 사출 가공 온도를 낮추십시오.
2.6. 유지 압력을 줄이십시오.
2.7. 성형하기 전에 금형 캐비티에 이형제를 주입합니다.
일반적으로 제품이 달라 붙는 것은 암 금형에 달라 붙습니다. 그러나 때때로 재료, 공정 매개변수 설정 또는 금형 설계상의 이유로 제품이 수형에 달라붙어(예: 수형은 흡착력이 큼) 이형이 어렵고 제품이 변형되거나 손상될 수도 있습니다. . 또한 유지 압력이 높기 때문일 수 있습니다. 경도가 중간 이상인 열가소성 엘라스토머의 경우 선의 깊이가 증가하여 곰팡이가 쉽게 부착됩니다.
3. 고착 문제를 해결하기 위해 열가소성 엘라스토머의 공식을 조정
3.1. 열가소성 엘라스토머 엘라스토머 재료에서 실리콘, 올레산 아미드, 에루카미드, EBS 등과 같은 외부 윤활제를 증가시킵니다.
3.2. 연화유의 첨가를 줄입니다.
3.3. 연속상 재료의 결정화 온도 및 결정화 속도를 높입니다.
3.4. 가능한 경우 필러를 추가하십시오.
원인 | 치료 방법 |
사출 압력 또는 용융 배럴 온도가 너무 높습니다. | 사출 압력 또는 용융 배럴 온도 감소 |
유지 압력 시간이 너무 깁니다. | 압력 유지 감소 시각 |
불충분한 냉각 | 냉각 주기 시간 증가 |
금형 온도가 너무 높거나 낮습니다. | 양쪽 금형 온도 및 상대 온도 조정 |
금형에 이형 모따기가 있습니다. | 모따기를 제거하기 위해 금형 수리 |
불균형 금형 입구 | 주 수로에 최대한 가깝게 원료의 흐름을 제한합니다. |
금형 배기 설계 불량 | 합리적인 통풍구 설치 |
몰드 코어의 전위 | 금형 코어 조정 |
금형 표면이 너무 부드럽습니다. | 금형 표면 개선 |
이형제의 부족 | 2차 가공에 영향이 없을 경우 이형제 사용 |
If 당신은 우리의 제품에 관심이 있고 자세한 내용을 알고 싶다면 여기에 메시지를 남겨주세요, 우리는 가능한 한 빨리 회신 해 드리겠습니다.











 IPv6 네트워크 지원
IPv6 네트워크 지원