1. 전처리 TPU 과립
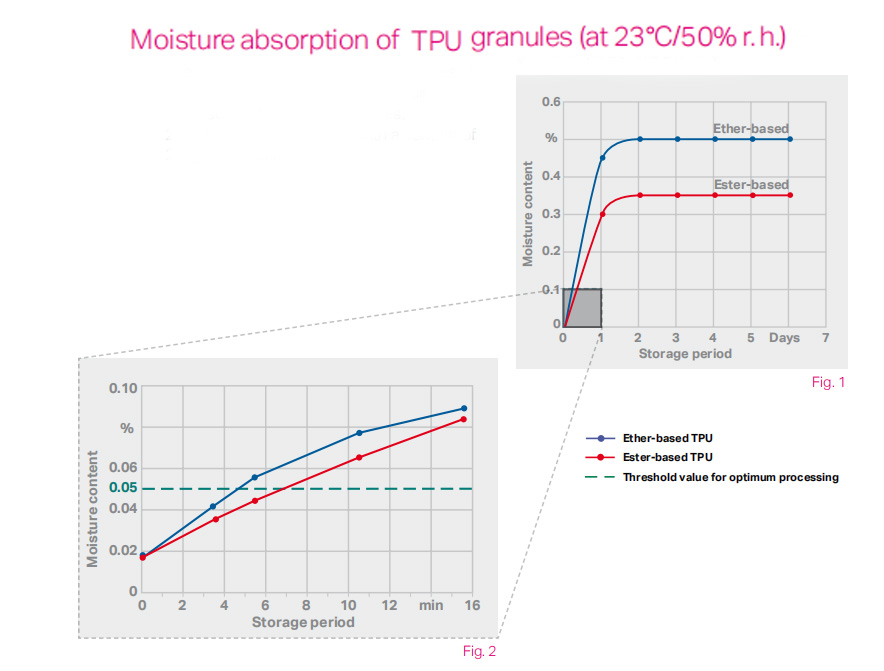
TPU 재료의 습도가 너무 높으면 TPU 제품에 작은 기포나 은색 줄무늬가 생기고 TPU 압출 제품의 표면이 매끄럽지 않고 밝습니다. 표면 성형 제품에 문제가 없도록 펠렛 재료의 습도는 005% 미만이어야 합니다. TPU 알갱이는 공기 중의 수분을 흡수합니다. 수분 흡수 속도는 구성 유형, 모양 및 환경 조건에 영향을 받습니다. 다음 그림은 보관 기간별로 충전된 수분 함량을 나타냅니다.
일반적으로 건조되지 않은 기능성 마스터배치는 위에서 언급한 제품 결함을 유발할 수도 있습니다. 이러한 마스터 배치는 별도로 건조되어야 하며 수분 함량도 0.05% 미만으로 제어됩니다. 제품의 경도가 다르기 때문에 건조온도는 80~110℃로 조절하고 건조시간은 1~3시간으로 하는 것이 좋습니다. 제습 건조기는 더 짧은 시간에 TPU 과립을 더 잘 건조시킬 수 있습니다.
건조된 TPU 과립은 건조 직후 밀봉된 용기에서 냉각되어야 합니다. 냉각 시 공기에 노출되는 것을 피해야 합니다.
2. TPU 압출 공정의 처리 온도
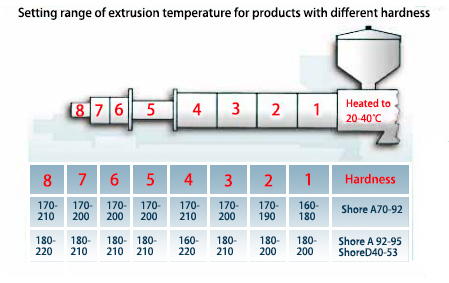
TPU 용융 점도는 매우 높습니다. TPU 용융물이 완전히 가소화될 수 있도록 하고 동시에 제품 표면의 점도를 최소화하기 위해 공급 섹션에서 계량 섹션까지 저온에서 고온 분포, 계량에서 고온에서 저온 분포를 권장합니다. 다이에 섹션. 온도 분포도는 다음과 같습니다.
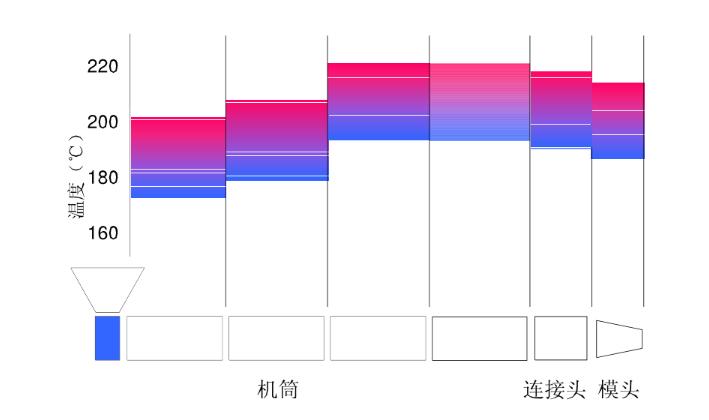
TPU 압출 공정의 설정 온도는 일반적으로 160°C에서 230°C입니다. 온도 설정은 제품 유형, TPU 경도 및 TPU 용융 범위의 요소를 고려해야 합니다. 공정 온도는 압출기 및 스크류의 크기에도 영향을 받습니다. 나사의 원주 속도는 0.3m/s를 초과해서는 안 됩니다. 대형 Extruder의 전단력이 높기 때문에 대형 Extruder를 사용할 경우 더 낮은 온도로 설정할 수 있습니다. 다이 헤드의 낮은 온도는 희미하고 가벼운 플라스틱 제품 표면을 만듭니다. 다이 헤드의 고온은 표면을 부드럽고 밝게 만들 수 있습니다. 참조용으로 배럴 및 다이 히터의 온도 설정 지침 아래에 있습니다.
3. TPU 압출 공정의 스크류 속도
TPU는 전단력에 매우 민감하므로 나사 속도가 너무 높아서는 안됩니다. 그러나 스크류 속도가 너무 낮으면 용융물이 배럴에 너무 오래 머물러 재료가 저하됩니다. 일반적으로 나사 속도는 20-50RPM 사이여야 합니다. 용융물이 완전히 가소화되고 제품 표면이 매끄럽고 기포가 없을 때 적절한 스크류 속도를 선택해야 합니다.
4. TPU 압출 튜브 제품 및 TPU 압출 쿠션 제품의 후가공
TPU 제품은 일정 기간 실온에 방치된 후에야 최상의 물리적 성능 수준에 도달할 수 있습니다. 이 과정은 순환 공기 오븐에서 15~20시간 동안 어닐링하여 가속화할 수 있습니다. 경도 ≤ 95A Shore인 제품의 경우 80°C ~ 90°C에서 어닐링을 권장하며, 경도 ≥ Shore 93A인 제품의 경우 100°C ~ 110°C에서 어닐링을 권장합니다. 어닐링을 통해서만 압축 영구 변형률이 최고에 도달할 수 있습니다.
If 당신은 우리의 제품에 관심이 있고 자세한 내용을 알고 싶다면 여기에 메시지를 남겨주세요, 우리는 가능한 한 빨리 회신 해 드리겠습니다.











 IPv6 네트워크 지원
IPv6 네트워크 지원