TPU 필름은 주로 블로우 성형, 주조, 캘린더링 및 압출 코팅을 포함하는 TPU 입자의 압출 가공에 의해 형성됩니다. 발포 TPU 필름은 신발 재료, 방수 및 투명 의류 직물, 의료 및 방위 용품, 무기 포장, 텐트, 스포츠 및 레저 장비, 생리대, 장난감 및 민간 생활 필수품 포장에 사용할 수 있습니다. TPU 필름의 가장 널리 사용되는 행렬입니다. 캐스트 TPU 필름은 신발 재료, 방수 및 투습성 의류 직물, 무기 포장, 텐트, 운동복, 일용품 등에 사용할 수 있습니다. 캘린더링은 주로 TPU 시트 제품 생산에 사용되며 TPU 시트는 투명 어깨끈, 의료 포장재, 안전 방탄 유리 적층 필름, 컨베이어 벨트, 내장재, 라이너 및 기타 제품의 생산에 사용됩니다. 압출 코팅은 일반적으로 복합 직물을 생산하는 데 사용됩니다. TPU는 부직포, 산업용 직물, 의류용 원단을 한번에 코팅하여 복합 원단을 형성하여 의류용 원단, 상표권, 장갑 등에 사용할 수 있습니다. 열가소성 폴리우레탄 엘라스토머 TPU 영화는 물고기 눈입니다. 다음 그림은 원자재 품질, 공정 방법, 설비의 영향 요인을 분석한 것이다.
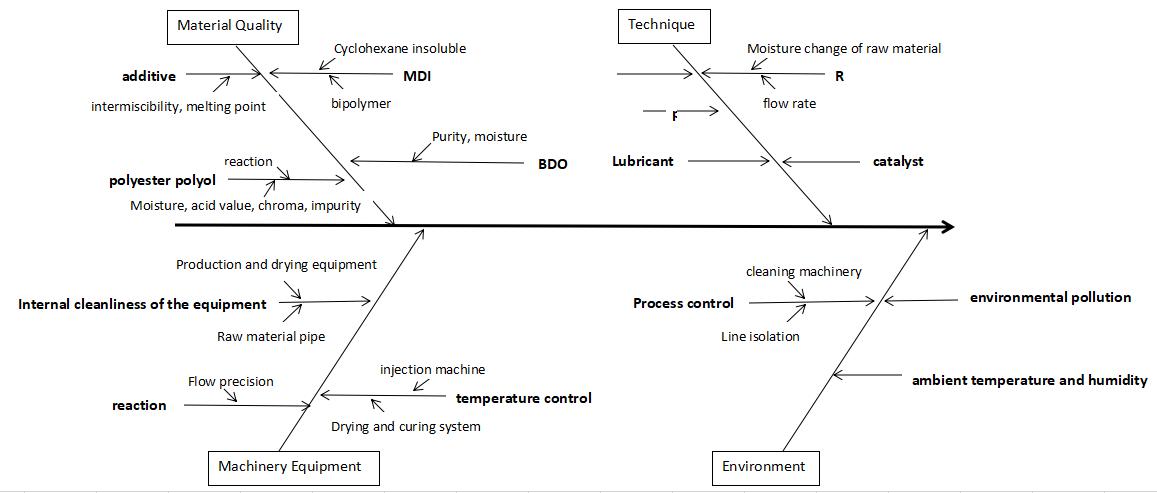
TPU 원료의 품질
TPU는 일반적으로 폴리에스테르 또는 폴리에테르 폴리올, 디이소시아네이트 및 소분자 글리콜 사슬 연장제의 반응에 의해 형성됩니다. 폴리에스테르디올 또는 폴리에테르디올, 디페닐메탄-4,4'-디이소시아네이트(MDI) 및 사슬연장제 1,4-부탄디올(BDO)로부터 TPU 합성 시, urea, allophanate, biuret 등의 가교결합의 부반응이 발생할 수 있음 특정 온도 및 미량에서 습기 또는 미량 금속 불순물 또는 기타 불순물의 존재.
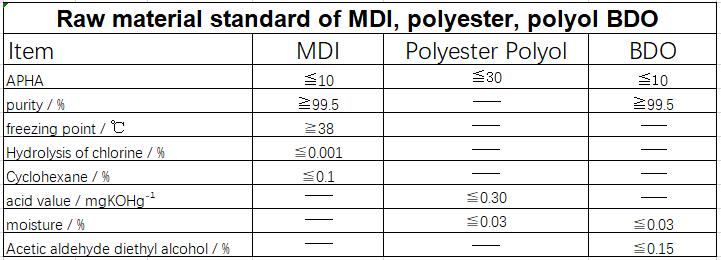
따라서 TPU 필름에서 어안을 줄이기 위해서는 TPU 원료의 품질을 엄격하게 관리해야 합니다. 다음 표는 참고용으로 TPU 생산의 일부 원료 표준을 보여줍니다.
한편, 첨가제의 영향도 고려해야 합니다. 폴리에스터 또는 폴리에테르 폴리올에 첨가제를 첨가할 경우 폴리에스터 또는 폴리에테르 폴리올과의 상용성 또는 융점을 고려해야 합니다. 200 ~ 220 ℃의 높은 TPU 처리 온도에서 첨가제가 분해 및 탄화되어 불순물을 형성하지 않아야 합니다. 그렇기 때문에 모든 첨가제는 고온 내성과 분해 온도를 고려해야 합니다..
행렬
공정 제어는 제품 안정성과 어안 제어에 특히 중요합니다. 공정 제어에는 주로 원료 흐름의 안정성, 용융 지수(MI 값) 현장 감지 및 제어, 원료의 반응 활동이 포함됩니다. TPU 제조 공정에는 장비 청소, 공정 온도 및 나사 속도 조정, 필터 메쉬 수, 윤활 효과 및 기타 제어 포인트가 포함됩니다. 표면 효과와 유동성을 향상시키기 위해 추가 윤활제가 필요합니다. 생산 및 가공 중 이소시아네이트 지수(R 값) 및 MI 값과 같은 주요 영향 요인 및 솔루션은 아래 표에 나와 있습니다.
제어 항목 | 영향 요인 | 솔루티on |
R | 1. 원료의 수분 함량 | 원료의 수분함량을 0.03% 이내로 조절 |
2. 관류 흐름의 변동 | 유량 변동 범위를 0.02% 이내로 설정 | |
MI | R 값의 변화 | 원료의 수분함량을 0.03% 이내로 조절 |
유량 변동 범위를 0.02% 이내로 설정 | ||
반응하다 이온 | 1. 촉매 유형 | 쉽게 가수분해되지 않는 촉매를 선택하십시오 |
2. 촉매 첨가 방법 | 폴리에스터 또는 폴리에테르 폴리올에서 촉매 가수분해를 방지하기 위한 부가 촉매 | |
루브리 캔트 | 윤활유의 종류와 양 | 적절한 내부 및 외부 윤활제를 선택하고 잔류물을 줄이기 위해 양을 추가하십시오. |
pr 오세 | 여과기 | 필터 메쉬 증가 |
윤활유 | 용융물이 나사 내부 또는 내부에 달라붙는 것을 방지하기 위한 외부 윤활 |
다른 R 값(또는 다른 MI 값) 혼합 처리가 있는 TPU는 TPU 필름 제품의 어안(fish eye)에 영향을 미칩니다. 다음 표는 필름의 어안(fish eye)에 대한 다른 R 값 및 MI의 영향을 보여줍니다.
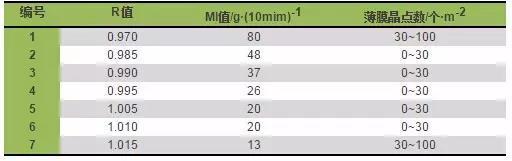
R 값 또는 MI 값이 너무 낮거나 너무 높으면 단위 면적당 어안의 양이 상대적으로 큽니다. 이는 중합도의 차이로 인해 상대적인 분자량 분포가 넓어지기 때문입니다. 상대 분자량이 다르면 용융 온도가 다르며 상대 분자량이 높은 TPU는 쉽게 녹지 않기 때문에 어안 현상이 발생합니다. 따라서 TPU의 R 값은 일반적으로 투명 필름 생산을 위해 0.985와 1.010 사이에서 선택됩니다. 또한 3 성분의 차이 유량은 R 값과 MI 값의 차이로 직접 이어집니다. 3성분 유량을 제어하는 것이 중요합니다. 실험에 따르면 MI 값 ≥ 10의 차이와 R<1 및 R>1의 제품을 혼합하면 어안이 발생할 수 있습니다.
If 당신은 우리의 제품에 관심이 있고 자세한 내용을 알고 싶다면 여기에 메시지를 남겨주세요, 우리는 가능한 한 빨리 회신 해 드리겠습니다.











 IPv6 네트워크 지원
IPv6 네트워크 지원