Solving Overmolding Issues: A Guide to Securely Bonding TPU with PP or Nylon for Wheel Production
In the manufacturing of wheels using overmolding techniques—where a soft TPU (thermoplastic polyurethane) outer layer is bonded to a harder substrate like PP (polypropylene) or nylon—engineers often face a critical challenge: the TPU may fail to properly adhere or fully encapsulate the harder material, leading to defects and reduced product durability. One effective method to overcome this is the two-shot injection molding process, where the TPU outer layer is molded first, by injecting the hard plastic (PP or nylon) into it. This approach relies on high-temperature bonding to create a secure, integrated part. Let’s explore why this issue occurs and how to implement this solution successfully.
Common Causes of Overmolding Failure
When TPU is overmolded onto PP or nylon, several factors can lead to poor encapsulation or adhesion:
Material Incompatibility: TPU, PP, and nylon have different chemical polarities and surface energies, making natural adhesion difficult.
Insufficient Melt Temperature: If the hard plastic substrate is not hot enough when the TPU is injected, the materials won't fuse properly.
Shrinkage Mismatch: Different cooling and shrinkage rates can cause the TPU to pull away from the rigid core.
Mold Design Flaws: Inadequate venting, gate placement, or insufficient injection pressure can prevent complete filling and wrapping.
The Two-Shot Molding Solution: TPU First, Then Hard Plastic
The traditional method injects the hard material first, then overmolds TPU onto it. Reversing this sequence—molding the TPU outer shell first, then injecting PP or nylon inside it—can solve many encapsulation problems. Here's how and why it works:

Process Breakdown:
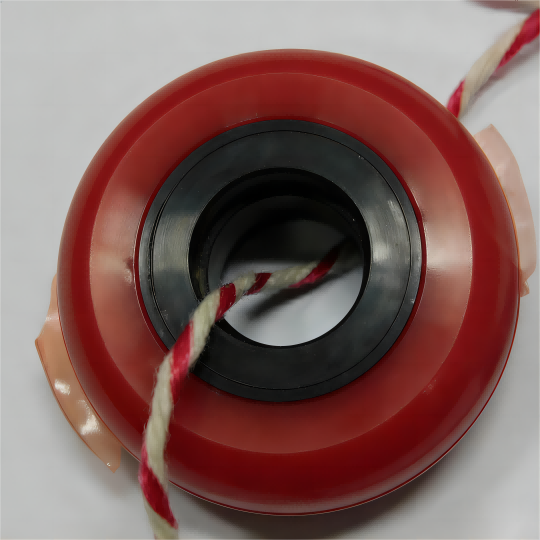
Step 1: The TPU is injected to form the flexible outer wheel (tread, sidewalls).
Step 2: While the TPU is still very hot and within its processing temperature window, the rigid plastic (PP/nylon) is injected into its core or designated cavity.
Step 3: At this high interface temperature, the incoming melt of the hard plastic slightly remelts the inner surface of the TPU, allowing the materials to interdiffuse and mechanically lock together at the molecular level.
Key Advantages of This Method:
-
Superior Mechanical Lock: The high-temperature injection of the hard plastic creates a strong fusion bond as it melts into the TPU's inner layer.
-
Better Encapsulation: The TPU outer shell acts as a defined mold cavity for the hard core, ensuring complete containment and eliminating flow fronts that cause incomplete wraps.
-
Reduced Stress: Since the TPU cools and shrinks around the already-solidified hard core (which cools last), residual stresses are minimized, improving dimensional stability.
Critical Parameters for Success
-
To implement this method effectively, precise control of process parameters is non-negotiable:
-
Temperature Control: The interface temperature is the most critical factor. The inner surface of the TPU must be above its softening point when the hard plastic is injected. This often requires:
-
Maintaining a high mold temperature.
-
Minimizing the delay between the first and second shots.
-
Optimizing the melt temperature of the hard plastic to be sufficiently high.
-
Material Selection: Choose grades of TPU, PP, or nylon that are specifically designed for overmolding. Some nylon grades can chemically bond with TPU under high heat, creating an even stronger adhesion.
-
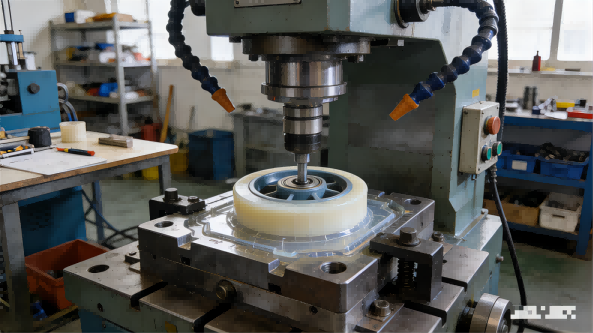
Mold Design: The mold must be engineered for two-shot sequential molding. Proper gate design for the second shot is crucial to ensure the hard plastic flows evenly and applies uniform pressure to bond with the TPU shell.
-
Process Monitoring: Use sensors to monitor cavity and interface temperatures in real-time to ensure consistency.
Conclusion
The challenge of TPU failing to encapsulate PP or nylon in wheel production can be robustly addressed by reversing the injection sequence. By molding the TPU first and then injecting the hard plastic into it at a precisely controlled high temperature, manufacturers can achieve a strong, reliable bond and perfect encapsulation. Success hinges on a deep understanding of material science, meticulous mold design, and tight control over thermal conditions. For product engineers and designers, mastering this technique opens the door to creating high-performance, durable overmolded wheels with exceptional integrity.
Ready to optimize your overmolding process? Share your specific material combinations and challenges with us for tailored support.
















 IPv6 네트워크 지원
IPv6 네트워크 지원