플라스틱의 수축률은 용융 상태에서 냉각 및 강성 상태로의 폴리머의 부피 수축 비율입니다. 대부분의 수축은 냉각하는 동안 금형에서 발생합니다. 사출 후 성형 부품이 계속 냉각되면서 소량의 수축이 발생합니다. 전체 수축은 성형 수축과 후수축의 결과입니다.
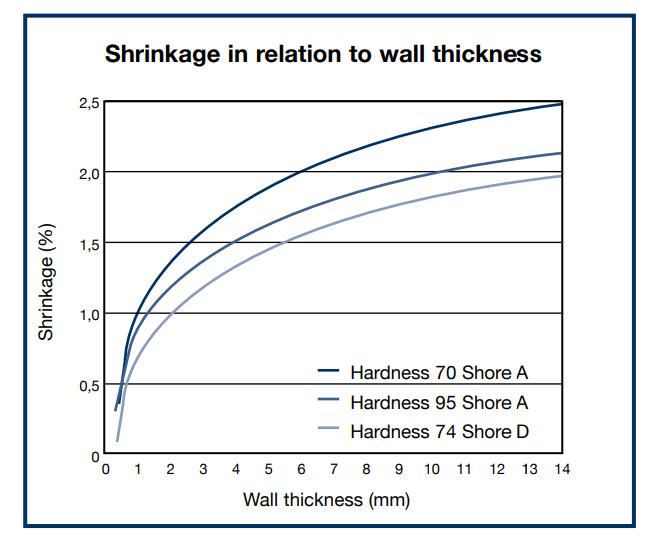
TPU 플라스틱 수지 의 수축률은 0.1%~1%입니다. TPU 성형품 의 수축은 부품 설계, 벽 두께, 게이트 설계 및 가공 조건, 용융 및 금형 온도, 사출 및 유지 압력을 포함한 여러 매개변수의 영향을 받습니다. 벽 두께가 두꺼울수록 TPU 수축률이 높고 쇼어 경도가 낮을수록 TPU 수축률이 높습니다. 벽 두께 및 쇼어 경도와 관련하여 TPU 등급의 수축률은 아래 그림을 참조하십시오.
폴리머의 수축으로 인한 이러한 부피 수축은 종종 포장된 부품과 치수 차이로 이어집니다. 안정된 치수가 요구되는 부품과 이음새가 없는 조립품의 경우 수축량을 정확하게 예측해야 합니다.
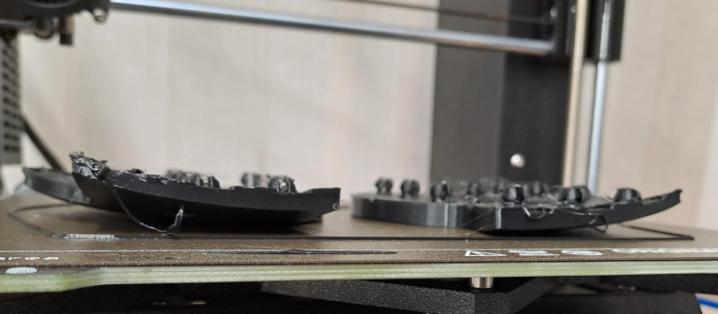

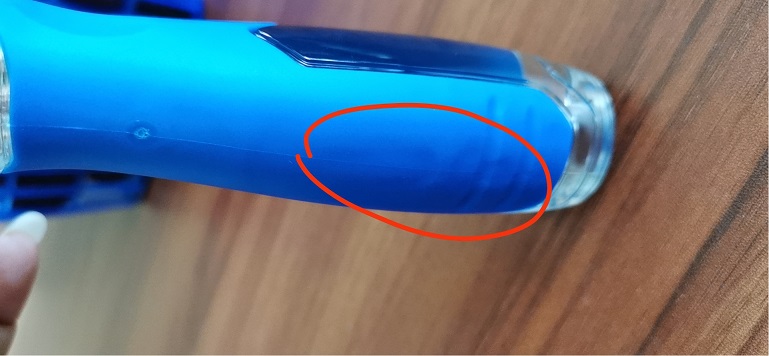

수축으로 인한 제품 결함의 경우 아래 팁으로 해결하십시오.
사출 압력을 높입니다.
팩 유지 시간 또는 냉각 시간 증가
낮은 TPU 용융 온도
낮은 TPU 금형 온도
보압을 낮추십시오
If 당신은 우리의 제품에 관심이 있고 자세한 내용을 알고 싶다면 여기에 메시지를 남겨주세요, 우리는 가능한 한 빨리 회신 해 드리겠습니다.











 IPv6 네트워크 지원
IPv6 네트워크 지원